Spawanie drutem samoosłonowym ma sens wtedy, gdy liczy się mobilność, prostota i praca poza idealnie czystym stanowiskiem. W praktyce spawanie migomatem bez gazu przydaje się tam, gdzie nie chcesz wozić butli, a detal jest bardziej użytkowy niż wizualny. Poniżej pokazuję, jak działa ta metoda, jakie ustawienia i osprzęt są potrzebne oraz kiedy lepiej od razu sięgnąć po MIG/MAG z gazem.
Najważniejsze zasady, które oszczędzą ci poprawek
- Drut samoosłonowy wymaga biegunowości DCEN, czyli minusa na uchwycie.
- Uchwyt prowadzi się techniką „drag”, zwykle pod kątem około 5-15 stopni.
- Wysięg drutu trzymaj krótki i równy, w praktyce około 19 mm jako punkt startowy.
- Do podawania drutu potrzebujesz rolek ząbkowanych, a nie gładkich jak do drutu litego.
- Na cienkich, widocznych blachach klasyka metoda bez gazu zwykle przegrywa z MIG/MAG z osłoną gazową.
- Przed spawaniem stal trzeba oczyścić do gołego metalu w strefie co najmniej kilkunastu milimetrów od spoiny.
Na czym polega metoda i kiedy ma sens
Drut samoosłonowy tworzy własną osłonę gazową i warstwę żużla, więc nie potrzebuje butli ani reduktora. To daje realną przewagę w warsztacie, gdy pracujesz pod autem, na podjeździe albo w miejscu, gdzie wiatr skutecznie psuje spoinę. Ja traktuję tę metodę jako narzędzie do konkretnych zadań, nie jako zamiennik wszystkiego. Na cienkich, widocznych blachach klasyka łatwo o odpryski i przegrzanie, więc tu liczy się bardziej odporność na warunki niż wygląd końcowy.
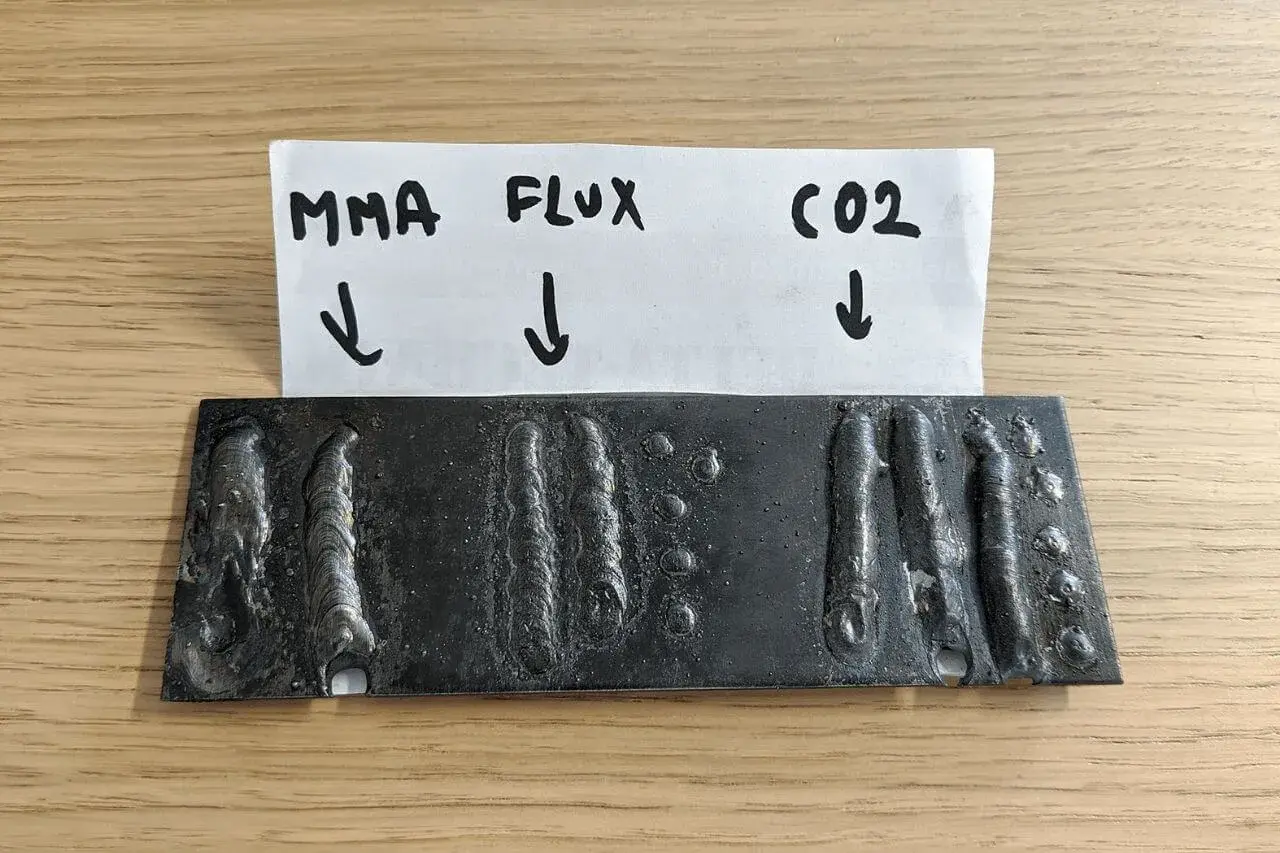
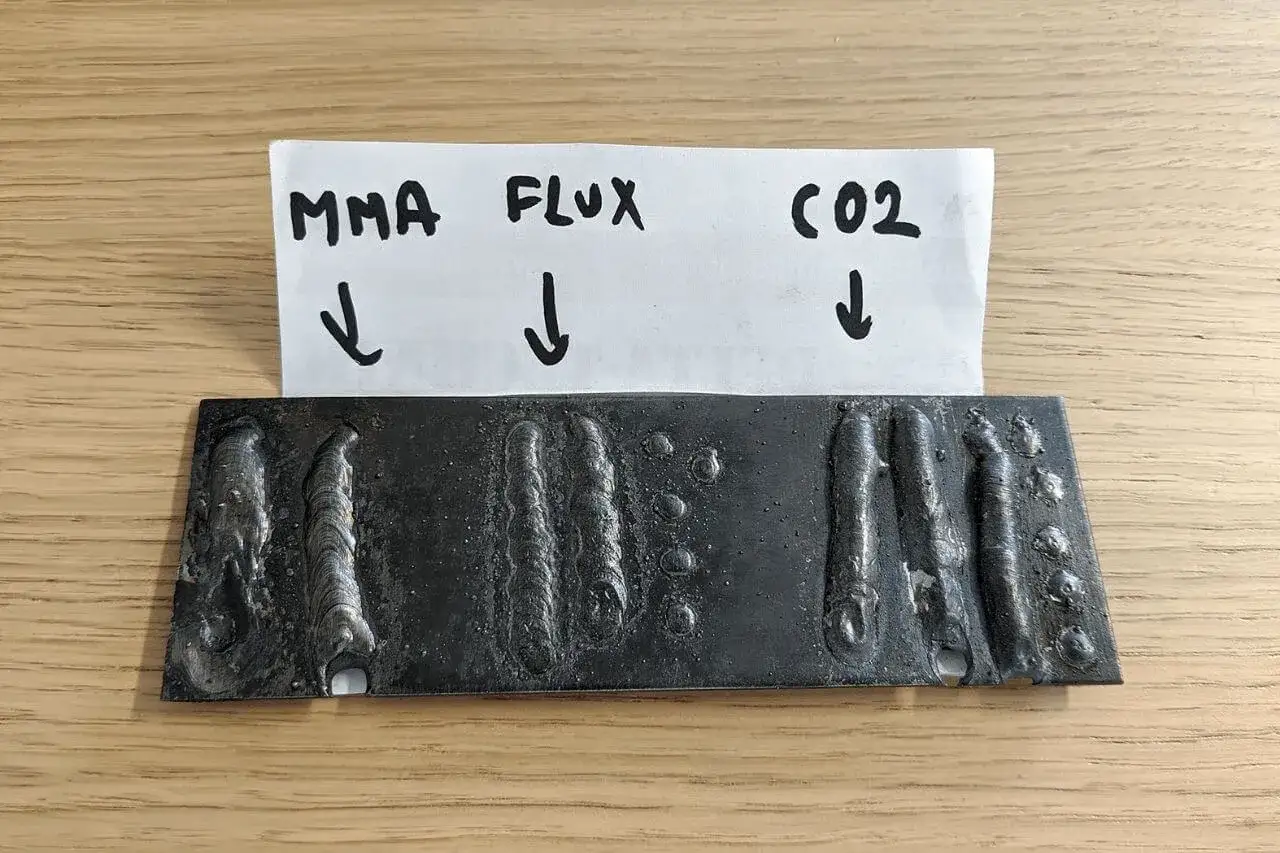
Ważna rzecz, która często się miesza: nie każdy „flux” działa tak samo. Samoosłonowy drut do pracy bez gazu to jedna grupa, a druty proszkowe do gazu to druga. Jeśli kupisz niewłaściwą szpulę, możesz mieć sprzęt ustawiony poprawnie, a mimo to spaw będzie wyglądał źle albo w ogóle nie będzie chciał się układać. Właśnie dlatego najpierw warto rozumieć zasadę, a dopiero potem kręcić pokrętłami.
Do warsztatów przy klasykach ta metoda pasuje przede wszystkim tam, gdzie naprawa ma być trwała i użytkowa: wsporniki, uchwyty, elementy podwozia, wzmocnienia, poprawki od spodu auta. Kiedy zależy ci na gładkiej, łatwej do wykończenia spoinie na zewnętrznym poszyciu, lepszy bywa klasyczny MIG/MAG z gazem. Do tego wrócę jeszcze przy przykładach zastosowań, bo tam różnice widać najlepiej.
Jakie wyposażenie i ustawienia są naprawdę potrzebne
Na start nie potrzebujesz rozbudowanego parku sprzętu, ale kilka rzeczy musi się zgadzać. Najważniejsze są biegunowość, rolki podające i średnica drutu. W praktyce najczęściej wybieram drut 0,8-0,9 mm do lżejszych napraw i 1,2 mm do grubszej stali. Producenci dla 0,9 mm E71T-11 podają zwykle zakres około 30-155 A, 14-21 V i CTWD 13-16 mm, a dla 1,2 mm nawet 120-240 A, 16-21 V i 10-18 mm. To nie są liczby do ślepego kopiowania w każdej maszynie, ale dobry punkt odniesienia pokazujący, że samoosłona lubi inne ustawienia niż zwykły drut do gazu.
| Element | Co ustawiam | Dlaczego to ważne |
|---|---|---|
| Biegunowość | DCEN, czyli minus na uchwycie | Przy drucie samoosłonowym to warunek stabilnego łuku i poprawnego przetopu |
| Rolka podająca | Rolka ząbkowana, przeznaczona do drutu proszkowego | Lepszy chwyt bez zgniatania drutu i mniejsze ryzyko poślizgu |
| Wysięg drutu | Około 19 mm jako punkt startowy | Zbyt krótki lub zbyt długi zmienia łuk, ilość odprysków i stabilność spoiny |
| Średnica drutu | 0,8-0,9 mm do lekkich napraw, 1,2 mm do grubszego materiału | Cieńszy drut łatwiej kontroluje ciepło, grubszy lepiej przenosi je w cięższych elementach |
| Próba na odpadzie | Zawsze przed właściwą naprawą | Każda spawarka i każda szpula zachowują się trochę inaczej |
Jeśli twoja maszyna ma tryb ustawiony pod drut lity z gazem, nie zakładaj, że wystarczy tylko przełożyć szpulę. Trzeba jeszcze przełączyć biegunowość, sprawdzić prowadzenie drutu i dopasować docisk rolek. To drobiazgi, ale właśnie na nich najczęściej wykładają się osoby, które pierwszy raz próbują tej metody.
Kiedy wszystko jest podłączone, decyduje już technika prowadzenia łuku, a nie sam model spawarki.
Jak prowadzić łuk, żeby spoiny nie rozsypały się od odprysków
Najpierw przygotuj materiał. W strefie spoiny zeszlifuj farbę, rdzę, podkład i cynk do gołego metalu, najlepiej na szerokości co najmniej 10-15 mm od krawędzi. Przy klasykach to szczególnie ważne, bo stare blachy często mają ukryte warstwy korozji, które na oko wyglądają niegroźnie, a w łuku natychmiast dają porowatość. Jeśli robisz łatę, dopasuj ją ciasno. Drut samoosłonowy nie lubi dużych szczelin.
Potem ustaw uchwyt tak, żeby ciągnąć jeziorko, a nie pchać je przed sobą. W praktyce oznacza to technikę drag i niewielki kąt prowadzenia, zwykle 5-15 stopni. Taki ruch pomaga utrzymać żużel za jeziorkiem i ogranicza chaos na łuku. Jeśli czujesz pokusę, żeby „zamiatać” szeroko na boki, odpuść. Na cienkiej stali lepsze są krótkie, kontrolowane ściegi niż szerokie falowanie.
Trzymaj też stały wysięg. Gdy drut raz jest blisko, a raz za daleko, napięcie łuku zmienia się niemal od razu. W praktyce dostajesz więcej odprysków, nierówną lico spoiny i trudniejszą kontrolę przetopu. Ja przy pierwszej próbie zawsze spawam na kawałku tej samej blachy, którą mam w aucie. Po dwóch albo trzech odcinkach widać, czy problemem jest temperatura, posuw, czy po prostu zbyt szybki ruch ręką.
Na końcu nie zostawiaj żużla „na potem”. Po każdym ściegu albo krótkiej serii ściegów trzeba go usunąć i obejrzeć spoinę. Pod żużlem potrafią schować się drobne pęcherze, podtopienia i miejsca, w których przetop nie doszedł tak, jak powinien. To właśnie ten etap odróżnia naprawę warsztatową od zwykłego sklejenia metalu na szybko.
Ta technika najlepiej działa wtedy, gdy wiesz dokładnie, gdzie ją zastosować, a gdzie tylko narobisz sobie dodatkowej pracy.
Gdzie w klasykach działa najlepiej, a gdzie lepiej wybrać coś innego
Przy samochodach klasycznych nie ma jednej odpowiedzi na wszystko. W jednych miejscach drut samoosłonowy daje wygodę i tempo, w innych robi więcej szkody niż pożytku. Najuczciwiej oceniam to po grubości materiału, widoczności elementu i tym, czy naprawa będzie potem narażona na korozję od środka.
| Element auta | Ocena metody | Mój komentarz |
|---|---|---|
| Uchwyty, wsporniki, mocowania podwozia | Dobrze | Tu liczy się trwałość, a nie idealne lico. Po spawaniu i tak trzeba zabezpieczyć miejsce antykorozyjnie. |
| Podłoga, progi, wewnętrzne wzmocnienia | Warunkowo | Da się, ale tylko po dobrym dopasowaniu łaty i przy krótkich ściegach z kontrolą ciepła. |
| Widoczne poszycia zewnętrzne, drzwi, błotniki | Słabo | Za dużo odprysków, za mało estetyki i zbyt duże ryzyko przegrzania cienkiej blachy. |
| Naprawy pod autem i w miejscu narażonym na wiatr | Bardzo dobrze | Brak butli daje swobodę i nie musisz walczyć z osłoną gazową, której wiatr nieustannie przeszkadza. |
| Grubsze wzmocnienia i elementy nośne | Dobrze | Tu samoosłona potrafi być praktyczna, zwłaszcza gdy ważniejszy jest przetop niż wygląd ściegu. |
Jeśli miałbym wybrać metodę do zewnętrznej blachy drzwi w oldtimerze, nie wybrałbym bezgazowego drutu. Jeśli jednak trzeba odratować mocowanie podłogi albo wspornik przy ramie pomocniczej, metoda zaczyna mieć dużo więcej sensu. To dlatego, że w klasykach nie chodzi o samą „moc spoiny”, ale o to, czy po naprawie da się jeszcze skutecznie ochronić miejsce przed rdzą.
| Metoda | Mocne strony | Słabsze strony | Najlepsze zastosowanie |
|---|---|---|---|
| Drut samoosłonowy | Mobilność, praca na wietrze, brak butli | Więcej odprysków, żużel, gorsza estetyka | Podwozie, wsporniki, naprawy użytkowe |
| MIG/MAG z gazem | Czystsza spoina, mniej obróbki, lepszy wygląd | Butla, wrażliwość na wiatr | Widoczne blachy, poszycia, elementy po lakierowaniu |
| MMA | Dobra tolerancja na trudne warunki, prosty sprzęt | Trudniej kontrolować cienką blachę, więcej nauki | Grubsze elementy, naprawy awaryjne |
Najwięcej szkody robią jednak powtarzalne błędy warsztatowe, a nie sam wybór metody. I właśnie na nich najłatwiej traci się czas.
Najczęstsze błędy, które psują efekt od pierwszego ściegu
- Zła biegunowość - jeśli zostawisz ustawienia jak do drutu litego z gazem, łuk będzie zachowywał się nieprzewidywalnie, a spoiny wyjdą kruche lub pełne odprysków.
- Pchanie uchwytu zamiast ciągnięcia - przy tej metodzie uchwyt powinien „iść za” jeziorkiem, a nie wypychać je do przodu.
- Zbyt długi wysięg drutu - im bardziej uciekasz od materiału, tym trudniej utrzymać stały łuk i tym więcej masz porowatości.
- Gładkie rolki podające - do drutu proszkowego potrzebujesz rolek ząbkowanych, bo zwykłe rolki od drutu litego często po prostu nie trzymają podawania.
- Spawanie przez rdzę i farbę - samoosłona jest bardziej tolerancyjna niż MIG/MAG, ale nie jest magicznym sposobem na brudny metal.
- Za długie ciągłe ściegi na cienkiej blasze - przy naprawach blacharskich lepiej sprawdzają się krótkie odcinki z przerwami na chłodzenie.
- Brak czyszczenia żużla między ściegami - pod warstwą pozostałości łatwo ukryć niedospawy i pęcherze.
- Brak próby na odpadzie - jeśli nie przetestujesz ustawień na kawałku tej samej stali, ryzykujesz poprawki już na docelowym elemencie.
W praktyce wystarczy jeden z tych błędów, żeby spoinę trzeba było rozcinać i zaczynać od nowa. Żeby tego uniknąć, po samym spawaniu trzeba jeszcze dobrze zabezpieczyć naprawę.
Co sprawdzam po spawaniu, żeby naprawa nie wróciła po pierwszej zimie
Po zakończeniu pracy nie kończę na samym wyglądzie spoiny. Najpierw usuwam żużel i odpryski, potem oglądam linię spoiny pod kątem porów, podtopień i miejsc, w których metal nie złapał równo na całej długości. Jeśli coś wygląda podejrzanie, poprawiam to od razu, zanim zacznie się szlifowanie i malowanie. To oszczędza więcej czasu niż późniejsze ratowanie gotowego elementu.
Następny krok to ochrona przed korozją. W klasykach robi to ogromną różnicę: podkład epoksydowy, uszczelniacz spoin, a od strony zamkniętych przestrzeni konserwacja woskiem lub środkiem penetrującym. Sam ścieg, nawet poprawnie wykonany, nie obroni naprawy, jeśli zostawisz wilgoć w zakładce albo nie zabezpieczysz krawędzi po szlifowaniu. Przy progach, podłodze i nadkolach to właśnie rdza, a nie wytrzymałość metalu, najczęściej wraca jako pierwszy problem.
Jeżeli naprawiany element pracuje pod obciążeniem, sprawdzam też geometrię połączenia i nie szlifuję spoiny agresywnie tylko po to, żeby „ładnie wyglądała”. Zbyt mocne zbicie lica może osłabić połączenie bardziej, niż się wydaje. W warsztacie przy klasykach lepiej mieć spoinę trochę mniej błyszczącą, ale pełną, niż ładnie wygładzoną i zbyt cienką.
W moim podejściu drut samoosłonowy jest świetny do zadań praktycznych: podwozia, wsporników, napraw terenowych i miejsc, w których butla tylko przeszkadza. Gdy jednak liczy się estetyka, cienka blacha i minimalna obróbka, częściej wygrywa MIG/MAG z gazem, bo daje spokojniejszy i bardziej przewidywalny efekt.